













La producción de rodillos y tambores se divide en una serie de líneas automáticas y semiautomáticas en actualización técnica continua.Sobre los materiales y los semiacabados en la entrada y salida de cada fase de producción, se realiza un preciso control de calidad a fin de garantizar que los productos hayan sido elaborados de acuerdo con las necesidades del cliente y en línea con los más altos estándares de calidad.
FASES DE PRODUCCIÓN DE LOS RODILLOS Y TAMBORES
NUESTRO FLUJO
FASE 1
Control de calidad de los materiales en entrada; almacenaje de los tubos y trefilados en un almacén automático subterráneo de grandes dimensiones. Un importante almacén intermedio de materias primas permite a Tecno Rulli absorber las variaciones de los mercados de aprovisionamiento, garantizando a sus Clientes el respeto de los plazos de entrega y la calidad constante del producto.

FASE 2

Carga automática de las 4 líneas de corte. Desde el almacén subterráneo, un sistema con 3 transalmacenadores automáticos alimenta constantemente, con lógica FIFO, las 4 líneas de corte, bajo la supervisión de un sistema de control que optimiza los tiempos de producción en función de las exigencias de los Clientes.


FASE 6

Alimentación automática de las líneas de soldadura. Para garantizar un proceso de soldadura sin interrupción, un sistema de manipulación computarizado alimenta las máquinas con tubos pre y semielaborados.
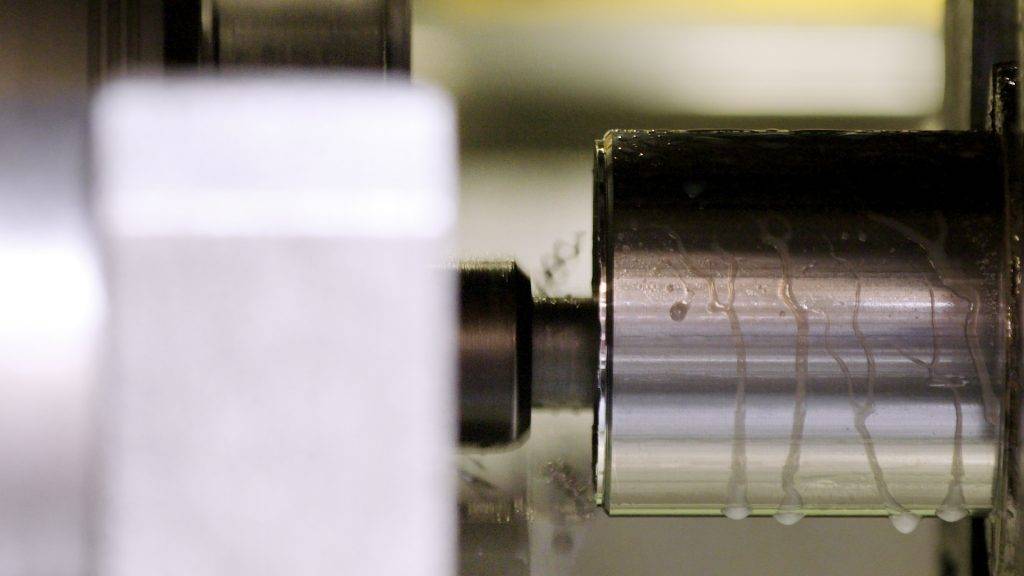
FASE 7
Soldadura automática de los rodillos con control instantáneo de la concentricidad de los cabezales. La cubierta de los rodillos se ejecuta en varias líneas automáticas; sucesivamente a la fase de soldadura de cada rodillo, se controla la concentricidad de los porta-cojinetes, engranajes y bridas con respecto al tubo, como garantía de un producto acabado, sin defectos.

FASE 8

Soldadura de alta penetración para tambores con tubos de gran espesor. Las operaciones de soldadura de las bridas de los tambores destinados a un servicio particularmente gravoso y a sistemas de transporte que requieren gran rendimiento, son realizadas por operadores cualificados, que utilizan parámetros específicos, en función de la composición y los espesores de los materiales utilizados.


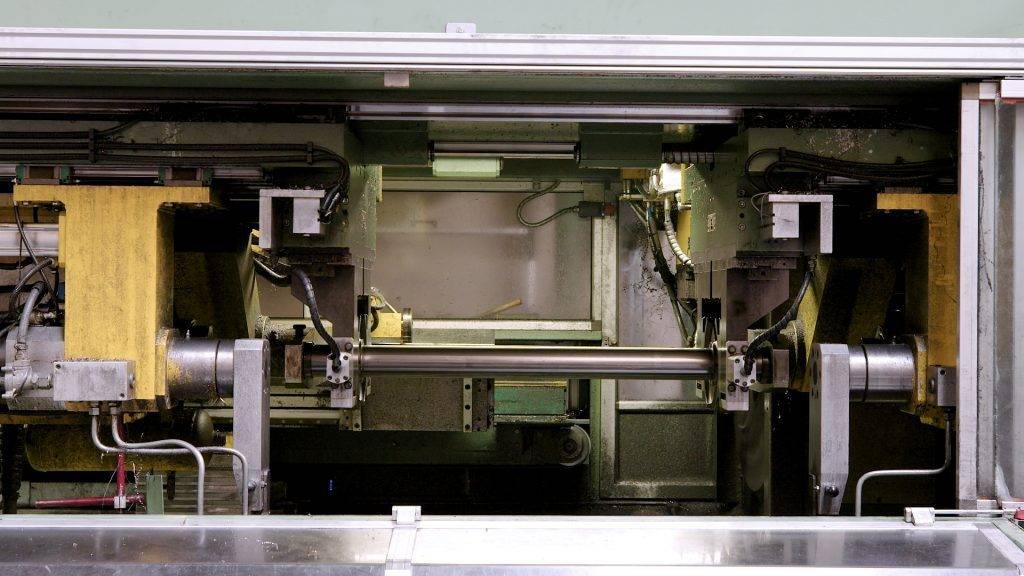
FASE 11
Ensamblaje automático de los rodillos con control de la rectilinealidad en salida. La fase de ensamblaje de las cubiertas con los ejes de inserto de los cojinetes y de los juegos de juntas se realiza en cinco líneas distintas dotadas de robots antropomórficos y equipadas con un sistema que controla la rectilinealidad y holgura axial correcta en cada rodillo que sale de máquina.

FASE 12

Revestimiento con funda de PVC o manguitos de caucho. Las fundas de PVC y los manguitos de caucho se insertan con un sistema de aire comprimido, que garantiza una adherencia perfecta ente el revestimiento y el tubo del rodillo.

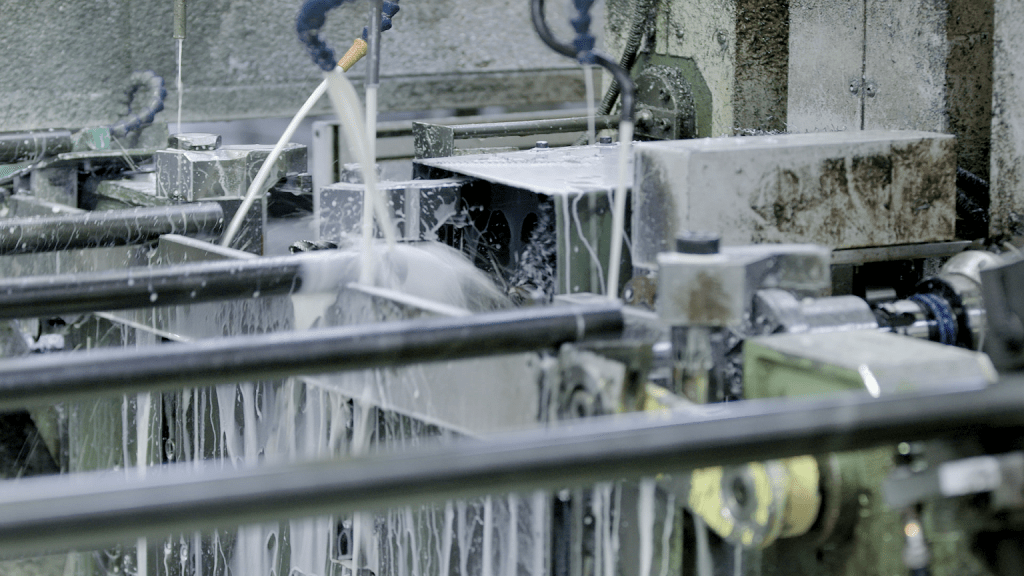
FASE 14

Rectificado de los cubos de los tambores. Los tambores destinados a aplicaciones de alto rendimiento (altísimas velocidades, arranques y paradas de motores frecuentes y seguidas, etc.), los extremos de los cubos se rectifican con tolerancias en milésimas.
FASE 15
Enderezado. Los rodillos y tambores que tuvieran una excentricidad superior a la solicitada por el Cliente se rectifican hasta obtener tolerancias mínimas.

FASE 16

Ensamblado anillos de goma. Un sistema automático puede colocar los anillos en el tubo en cualquier posición solicitada por el cliente.
FASE 17
Control de calidad en salida. Antes de ser embalados, los rodillos de cada orden de pedido, son controlados utilizando criterios estadísticos, con el fin de que el Cliente reciba siempre un producto conforme a cuanto solicitado.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}